
联系我们
- 宜兴市晨光机械铸造有限公司
- 联系人:孙经理 13706156982
- 电话/传真:0510-87851077
- Q Q:1557581040
- 网 址:www.yxcgjx.com
- 地 址:宜兴市万石镇南漕村
- 中石油下坝加油站对面
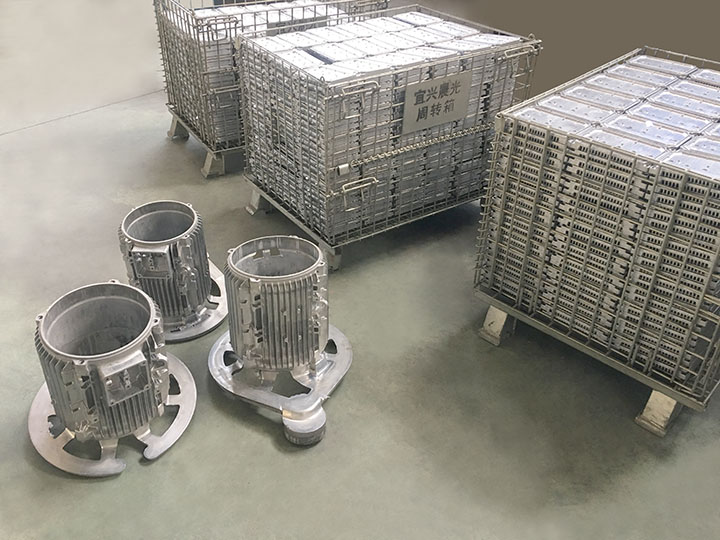
压铸件加工

压铸件加工壁厚的设计规范:薄壁比厚壁压铸件具备高的强度和好的致密性,鉴于此,压铸件设计中应该遵循这样的原则:在保证铸件具有足够强度和刚性的前提下应该尽可能减少壁厚,并保持壁厚具有均匀性。实践证明,压铸件壁厚设计一般以2.5-4mm为宜,壁厚超过6mm的零件不宜采用压铸工艺生产。压铸件壁太厚、壁太薄对铸件质量影响的表现:如果设计中铸件壁太薄,会使金属熔接不好,直接影响铸件强度,同时会给成型造成困难;壁太厚或者严重不均匀时,容易产生缩瘪及裂纹,另一方面,随着壁厚的增加,铸件内部气孔、缩松等缺陷也随之增多,同样会降低铸件强度,影响铸件质量。